
Step 1: Installation Qualification (IQ)
An Installation qualification is essentially a documented Bill of Materials of all the intended equipment that will be needed to mold a product (i.e.: Machine type / tonnage, Robotics, dryer(s), chillers, eDART equipment, etc.).

Step 2: Operational Qualification (OQ)
This is where much of the mold validation work / time is spent. Our process engineering team will develop a scientific molding process to target several key process variables. From there, a DOE is performed to test high / low limits of the process. During this time, extensive metrology work is performed on all key print variables. Measurement technique / correlation with our client is crucial during this stage.

Step 3: Performance Qualification (PQ)
A PQ is the final phase in the process development cycle. This is where an extended 8-24 hour production simulation run will occur on the mold to ensure we can move into full scale production. A metrology report on the critical dimensions is also performed as the last piece of confirmation with our clients.
Clamp Tonnage Optimization
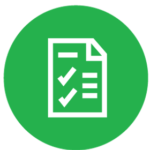
Calculating adequate clamp tonnage is an important step in the mold validation as over clamping can lead to premature wear on the tool and potentially damage to fragile steel. Clamp tonnage is calculated using a variety of methods either using Moldflow or machine values. To calculate, you take the projected area of the finished part & runner * the number of cavities * the end of cavity pressure(tons). Example 2.7” projected area * 8 cavities * 7,000 psi or 3.5 tons/in2 = 75.6 tons required.
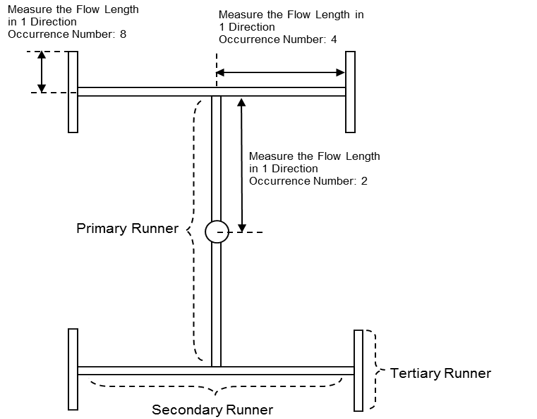
Waterline Schematic / Flow Rate
Water lines are tested during validation to confirm adequate flow rate through each channel. Once confirmed, a process engineer will complete a schematic of the water line connections so that it can be replicated the same way during production start up.
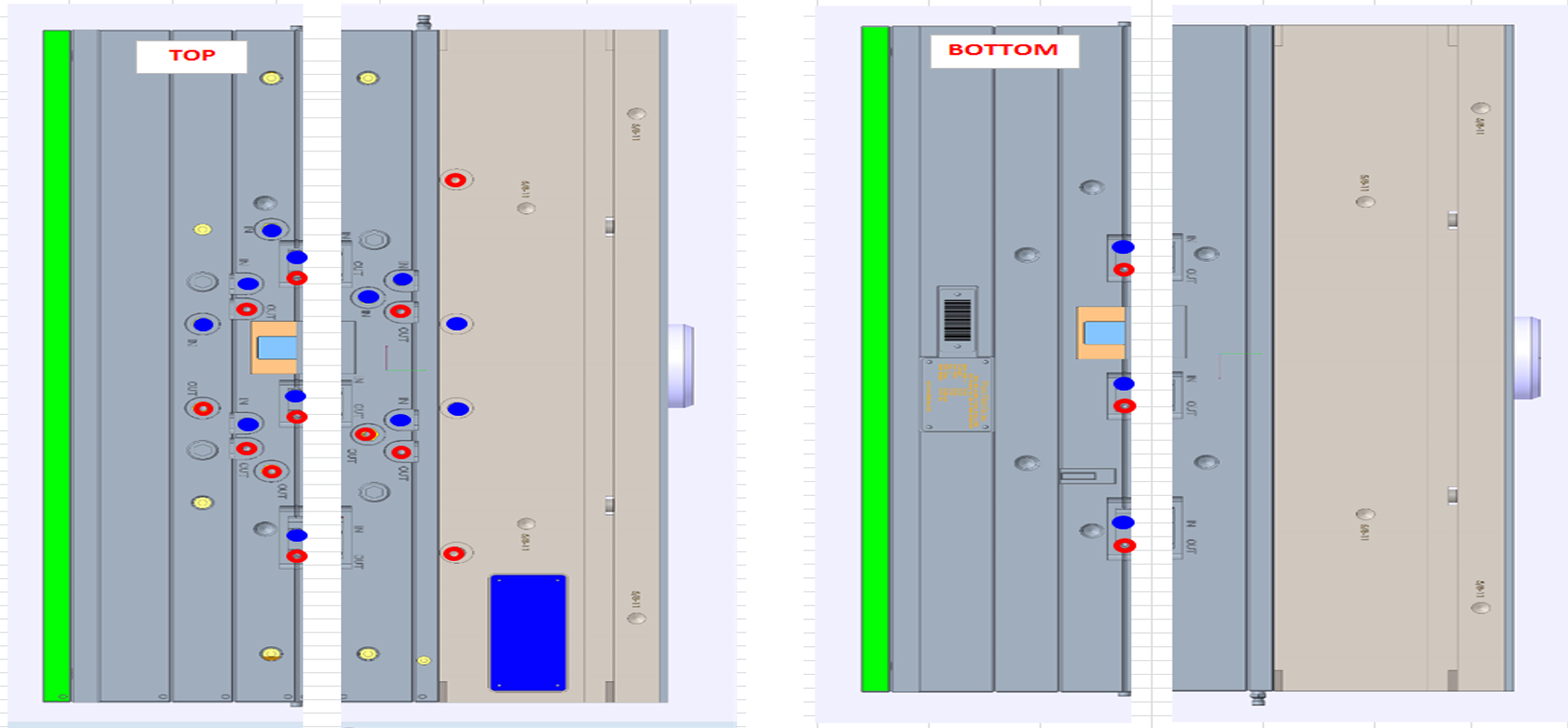
Optimal Injection Velocity
The purpose of this study is to determine the which speed and fill time will produce a consistent viscosity from shot-to-shot. The study is performed by gradually slowing down your injection velocity and calculating the shear rate (X-Axis) as well as calculating the Relative Viscosity (Y-Axis). Shear is calculated by reciprocal seconds (1/fill time). Relative Viscosity is calculated by your injection pressure * fill time. The optimal speed is determined when the graphs begins to flatten, and viscosity is stabilized.
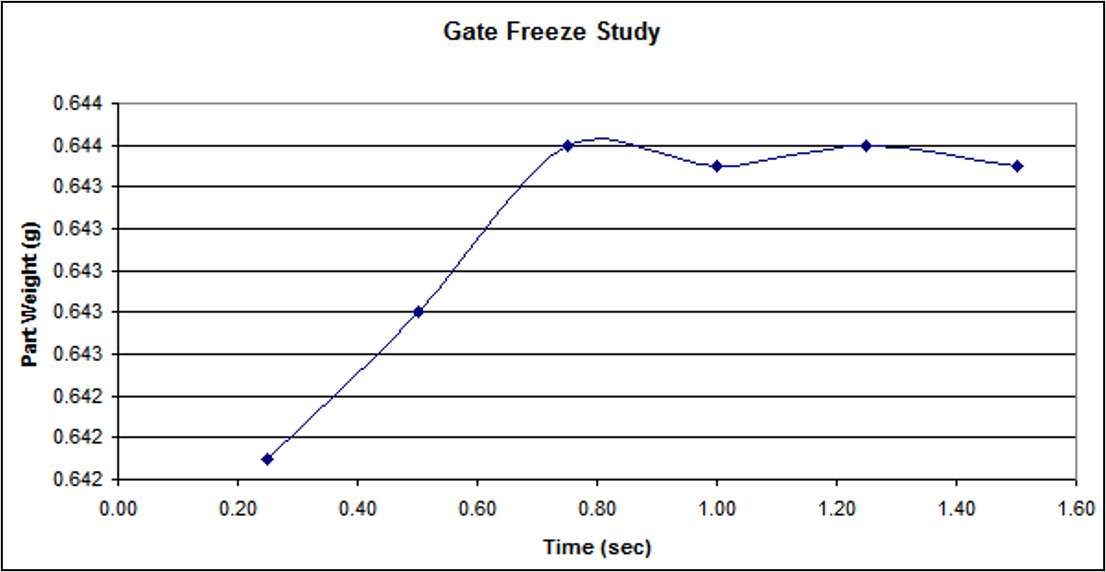
Gate Freeze Study
The purpose of this study is to determine when “enough” material has entered the cavity and when the gate has physically frozen off, prevent further material from entering the cavity. The goal of this study is to adjust your hold time (while keeping your cycle time consistent) and measuring the part weight over time. When the part weight begins to level out, you know your gate is frozen and no additional material can enter the cavity.

